墓石加工のグレード
庵治石のお墓を建立するうえでの大切な要点の一つとして、庵治石の良さを最大限に引き出す加工を施す事があげられます。いくら素材が良くても、いくら「傷」「カサネ」の排除を徹底しても最良の加工を行わなければ、庵治石の良さを大きく損なうものになりかねないと考えるからです。また、丁寧な加工を行うことで、優れた耐久性を持ったお墓に仕上がると考えています。
例えば、当社では最終仕上げの研磨の工程に3種類の研磨材を用意し
・標準の仕上げ
・平面度優先の仕上げ
・耐久性優先の仕上げ
などお客様の用途に合った仕上げを施しています。
どれも庵治石の良さを最大限に引き出す研磨方法であるうえ、「香川県産業技術センター」にて科学的にその差を実証されています。
次に細工です。
庵治石がお墓に最適な石として謳われる理由として「硬さ」があります。水晶と同じく硬度は7ですが、ただ硬いだけではなく独特の粘りがあるため、細かい作業に非常に適しています。細かくとがった部分は繊細に、大きく見せるところは大胆に躍動的に、職人の思うままに形作る事が可能です。
しかし最近では、他の石材との価格競争のため、素材の良さを引き出すことよりコスト重視の加工が増えており、せっかくの素材の良さを生かした加工を施す事が難しくなっています。そのため、庵治石を使ったお墓なのにそれに見合った美しさが伴わないものが多くなっています。
当社では職人の技を駆使し、美しく加工してこそ庵治石のお墓の完成だと思っています。そのためには他の石材の加工よりもはるかに時間のかかるものであり、熟練された独自のノウハウが必要です。
いつまでも美しい庵治石のお墓をお届けできます。
バフ仕上げ
・輝度92前後 (香川県産業技術センター調べ)
・艶出し砥石に継ぐ対候性
・当社の基本艶研磨作業
 【表面の様子詳細】
【表面の様子詳細】奥行きのある、ムラのない艶に仕上がります。平坦度は高いのですが、研磨時の温度の上昇により、ところどころ雲母の剥がれが確認できます。
 【バフ】
【バフ】丸い樹脂の板に研磨材を煉り混んだものです。
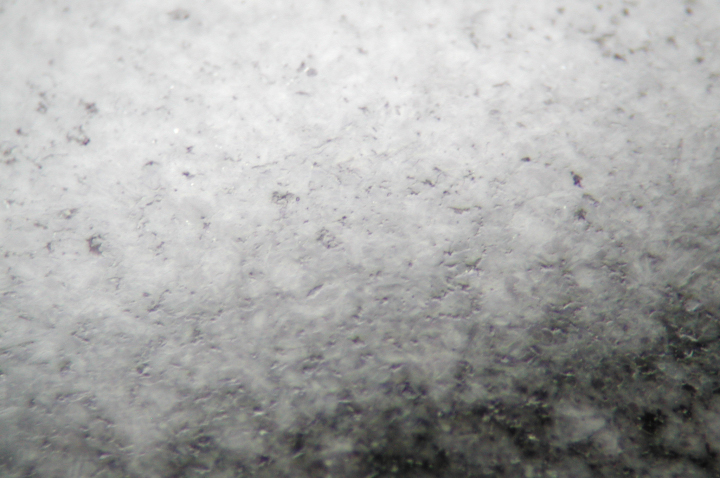 【表面の様子(約25倍に拡大)】
【表面の様子(約25倍に拡大)】
現在の石材業界での艶研磨作業の主流は、【砥石】から殆ど【バフ】になっています。理由は作業時間の大幅な短縮と、作業の容易さ、そしてフラット(平面)な艶に仕上がるためです。
しかし、この樹脂性の【バフ】は、温度の管理が大変重要です。研磨時にある程度熱を持たさないと艶が出ない特性の為、綺麗な艶を出そうとすれば必然的に高温になってしまいます。このことは逆に言うと、少なからず高温による石表面の雲母の剥がれや、白濁化を招いていることにもなっているのです。
更に、急いで艶を出そうと研磨時の水を少なくし、高温になり過ぎてしまった場合は、表面はかなり傷んでしまい、より一層白濁化は進んでしまいます。結果、艶の質感が悪くなり、光り方に奥行きのないものになってしまう難しさがあります。
当社では、この【バフ】研磨仕上げの難しい性質である「高温でしか艶が出ない」と「高温では表面が傷む」事を解消するため「手動研磨機で50度前後、自動研磨機で45度前後」のベストの温度を設定し、どんな石種でも常に質の良い艶が出せるように心がけています。
【バフ】研磨仕上げは、当社の墓石研磨の基本的な艶研磨作業です。
艶出し砥石仕上げ
・輝度93前後 (香川県産業技術センター調べ)
・抜群の対候性
・深みのある艶
 【表面の様子詳細】
【表面の様子詳細】雲母の剥がれる数は比較的少なく、それぞれを小さくする事が出来、3種類の研磨方法の中では一番平坦度が高くなります。また、一番輝度も一番高くなります。
 【艶出し砥石】
【艶出し砥石】砥石の成分に近いバフをブロック状にしたものです。
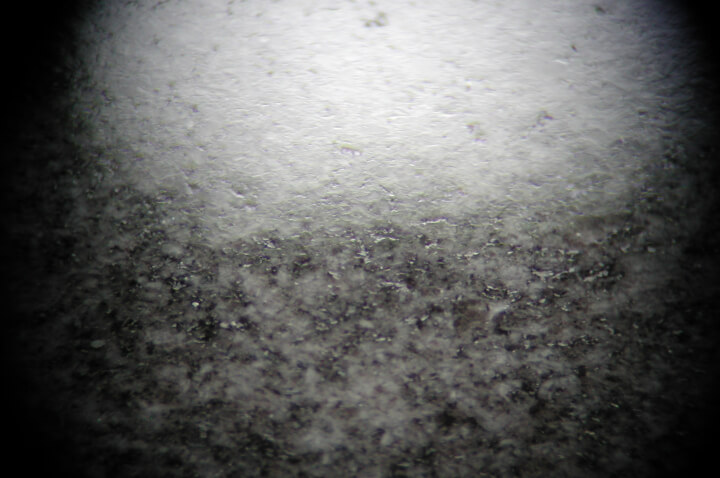 【表面の様子(約25倍に拡大)】
【表面の様子(約25倍に拡大)】
最近使われるようになってきた、樹脂性の【バフ】と【砥石】の中間に位置する艶研磨作業です。
【バフ】の様に丸い台座に小さなブロックが取り付けてあります。本来この研磨工具は「昔ながらの【砥石】の艶を、今の研磨工具で出せないか」という強い要望にて開発されたものですが、実際仕上がった艶を見ると【砥石】のそれとはかなり違います。この艶研磨作業は【バフ】以上に水の管理と温度管理、圧力の掛け具合が難しく、ほんの一瞬のミスで石の表面が焼けてしまうこともあります。
しかし、うまく磨かれた石の表面は、まるで鏡のようにフラット(平面)で【バフ】研磨より雲母の剥がれが少なく、かなり美しく仕上げる事が出来ます。(石の表面温度45~50度くらいを目安に、全て手動研磨機で磨きます。)この【艶出し砥石】は【バフ】より輝度計測値を2~3位(自社比)高く仕上がり、更に対候性も【バフ】【艶出し砥石】【砥石】の研磨方法の中で最も優れています。
砥石研磨仕上げ
・輝度91前後 (香川県産業技術センター調べ)
・独特な美しい艶
・石に優しく白濁化しにくい
・表面の凹み部分も磨き上げる
 【表面の様子詳細】
【表面の様子詳細】研磨時の温度上昇による雲母の剥がれはほとんどありませんが、平坦度もあまり高くありません。しかし、硬い成分、柔らかい成分の違いによるデコボコの凹んだ部分も全て磨き上げていきます。
 【艶出し砥石】
【艶出し砥石】刃物を研ぐときに使うような、薄緑色の四角いブロック状の物です。
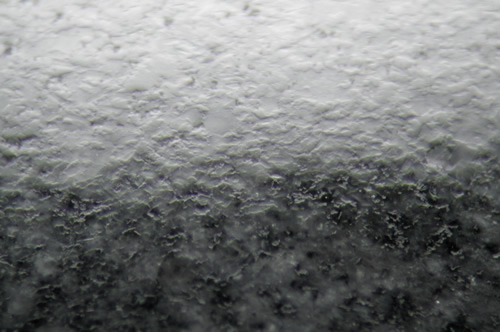 【表面の様子(約25倍に拡大)】
【表面の様子(約25倍に拡大)】
昔、お墓を磨く作業には【砥石】が使われていました。手で磨く時は小さく割った【砥石】そのものを手に持ったり、割らずに木製の板に挟んで、向かい合った二人が押したり引いたりして磨いていました。(棒摺りと呼ばれていました)
その後、機械で磨けるようになり、その際はブロック状の【砥石】を斜めに二丁掛けしたものを回転させ水を出しながら磨きました。こうして仕上げられたお墓は、水に濡れたような独特な柔らかい艶を発し、やがて後世にその良さを永く語り継がれました。現在、庵治石の紹介などで古いお墓が長期間にわたって艶が保たれている事をよく耳にしますが、その殆どは【砥石】によって磨かれたお墓だと思われます。
そして、昭和30年代から40年代にかけて加工機械や研磨工具がどんどん開発され【砥石】は【バフ】という研磨工具に代わり、大幅な加工時間の短縮と共に、艶の質は平面の出た均質なものになっていきました。【砥石】研磨は、石の表面温度をあまり上げずに(40~45度前後)艶出しを行うため、石の表面が傷まない(石の成分の一つである雲母の剥がれる率が少ない)というメリットがあり、焼けによる白濁化を最小限に抑えることになります。
研磨時間の長さと難しさの為、その技術を受け継ぐ業者は殆ど見られなくなりましたが、当社では、どうしても独特な柔らかい味のある、水に濡れたような艶の仕上がりを残したくて、道具と技術を現在も受け継いでいます。手作業にしても機械にしても、時間と根気がいる作業で、職人の技なくしては出来ない研磨方法です。かつて見た事がある方には懐かしさを・・、初めてご覧になる方には新鮮な感動をお伝えしたいと思っています。
砥石磨きのサンプルをご用意していますので、一度お問合せください。お待ちいたしております。是非実物をご覧になってください。
※用語
丸々仕上げ=当社では【バフ】【艶出し砥石】【砥石】の3種類があります。
艶研磨作業=艶を出す為の研磨の最終作業です。
輝度=石表面の輝きの度合い(香川県産業技術センターで検査)(携帯簡易輝度計では数値が変わります。)